Induktives Löten
Stabile, leitfähige Verbindungen ohne Flamme
Was ist induktives Löten?
- Lot benetzt die Oberflächen und füllt das Spaltmaß durch Kapillarwirkung, anschließend erstarrt die metallische Verbindung.
- Ein definiertes Spaltmaß (meist 0,05 – 0,2 mm) ist entscheidend für Kapillarfüllung, Dichtheit und Festigkeit.
- Je nach Werkstoff und Anwendung werden Flussmittel (zur Oxidschichtentfernung) oder , flussmittelfreie Prozesse mit Schutzgas (N₂, Ar, Formiergas) eingesetzt.
Warum induktives Löten die bessere Wahl ist
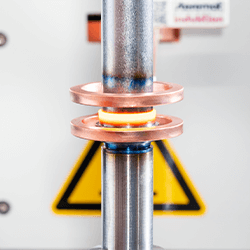
Präzise Wärme nur an der Fügezone
Die Energie wird lokal eingebracht; benachbarte Bereiche bleiben kühl. Verzug, Anlauffarben und Nacharbeit werden deutlich reduziert.
Hohe Prozessgeschwindigkeit
Löttemperaturen werden in Sekunden erreicht; Zykluszeiten sinken, Taktzeiten werden planbar und die Produktivität steigt.
Reproduzierbarkeit & Bedienerunabhängigkeit
Hinterlegte Programme, festgelegte Parameter und Prozessüberwachung sichern konstante Qualität über viele Chargen.
Energieeffizienz
Direkte Erwärmung ohne Ofenvorheizzeiten minimiert Verluste und senkt dauerhaft die Betriebskosten.
Sauber & sicher
Flammenloses, kontaktloses Verfahren; Prozesse können gekapselt, abgesaugt und ergonomisch integriert werden.
Automatisierbar
Vom Handarbeitsplatz bis zur Roboterzelle; Inline‑Qualitätskontrollen machen den Prozess serienfähig und auditfest.
Welche Materialien & Lote eignen sich?
Grundwerkstoffe: Kupfer, Messing, Stahl, Edelstahl, Hartmetallträger sowie Aluminium (mit geeigneten Loten und Prozessführung).
Lote:
- Weichlote (SnAgCu, SnCuNi, bleifrei) für Temperaturen bis ca. 450 °C – ideal für elektrische Verbindungen.
- Hartlote (Ag , Cu , Ni basiert) für 450 – 900 °C – höher belastbar, z. B. für Hartmetall auf Stahl.
- Hochtemperaturlote (Ni , Cu , Au Basis) für >900 °C – hitzebeständige Verbindungen und Speziallegierungen.
Oberflächen & Spaltmaß: Metallisch blanke Oberflächen sowie definierte Spaltmaße gewährleisten optimale Benetzung und Kapillarwirkung; diese sichern elektrische Leitfähigkeit und mediale Dichtheit.
Kompatibilität: Materialien wie Kupfer, Messing, Aluminium, Edelstahl und Hartmetall lassen sich hervorragend induktiv löten.
Weichlöten, Hartlöten & Kapillarlöten im Überblick
Weichlöten (< ~450 °C)
Ideal für elektrische Kontakte, Leiterplatten und Elektronikbaugruppen; niedrige Temperaturen schonen Bauteile und Isolationsmaterialien.
Hartlöten (> ~450 °C)
Hohe Festigkeit und Temperaturbeständigkeit; bewährt für Stahl, Edelstahl und Hartmetall auf Trägerkörpern.
Hochtemperaturlöten (≥ ≈ 900 °C)
Für hitzebeständige Verbindungen und Legierungen (z. B. Nickelbasis); kurze Erwärmzeiten halten Bauteilverzug gering.
Wann ist Schutzgas sinnvoll – und wann überflüssig?
Schutzgas verhindert Oxidation, verbessert Benetzung und sorgt für saubere Lötbilder. Gängig sind Stickstoff (N₂), Argon (Ar) oder Formiergas (N₂/H₂); Gasführung, Durchfluss und Einhausung werden auf Bauteil, Lot und Taktzeit abgestimmt. Schutzgas ist sinnvoll bei empfindlichen Oberflächen, optisch geforderten Lötstellen oder sehr dichten Kapillarverbindungen. Robustere Teile, die nachbearbeitet werden oder deren Lötbild weniger kritisch ist, kommen häufig ohne Zusatzatmosphäre aus. Schutzgas ist daher eine Option, kein Automatismus – STEREMAT bewertet den technischen und wirtschaftlichen Nutzen je Anwendung.
Temperatur, Zeit & Spaltmaß zielgenau abstimmen
Temperatur / Zeit / Leistung
Überhitzung führt zur Zerstörung von Flussmittel und Oxidation der Lötstelle; zu geringe Leistung bewirkt unvollständiges Schmelzen. Die ideale Kombination wird anhand von Material, Lot und Geometrie bestimmt.
Induktor & Frequenz
Spulengeometrie, Frequenz und Leistung steuern lokale Energieeinbringung, Erwärmgeschwindigkeit und das Prozessfenster; Hochfrequenz eignet sich für kleine, oberflächennahe Lötstellen, Mittelfrequenz für dickere Bauteile.
Flussmittel / Atmosphäre
Aktivität und Dosierung sind pro Lot und Material zu wählen; Rückstände müssen fachgerecht entfernt werden, um Korrosion und Kriechströme zu vermeiden.
Positionierung & Handling
Reproduzierbare Lage der Fügepartner und Lotzufuhr sichern stabile Lötspiegel; Handlingssysteme positionieren Bauteile präzise.
Spaltmaß
Schlüssel für Kapillarfüllung, Dichtheit und Festigkeit; zu groß → unvollständige Füllung, zu klein → eingeschränkte Lotbewegung.
Lötqualität messen und dokumentieren
- Prüfungen: Scher- oder Zugversuche ermitteln die Festigkeit; Mikroschliffe zeigen Benetzungsqualität und eventuelle Porosität; Dichtheits- und elektrische Widerstandstests überprüfen Funktionalität.
- Prozessdaten: Parameter (Leistung, Frequenz, Zeit), Rezeptverwaltung und Protokolle sichern den Nachweis und die Rückverfolgbarkeit.
Optische und thermische - Überwachung: Pyrometer oder Infrarotkameras überwachen die Temperatur; auf Wunsch Traceability bis zur Bauteilnummer.
Flussmittelmanagement & Sauberkeit
Nach dem Löten müssen Flussmittelrückstände entfernt werden, um Korrosions- oder Leitfähigkeitsrisiken auszuschließen. Geeignete Reinigungsverfahren sind z. B. Spülen, chemische Reinigung oder Ultraschallentfettung. Anschließend können die Oberflächen passiviert oder beschichtet werden, um dauerhafte Betriebseigenschaften zu gewährleisten. Bei flussmittelfreien Verfahren entfallen viele Nachbehandlungsschritte.
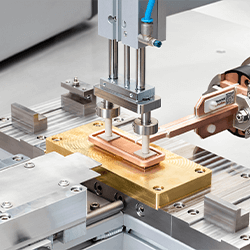
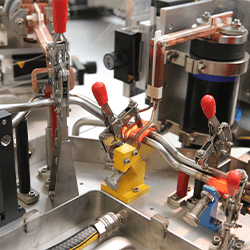
Vom Handarbeitsplatz bis zur automatisierten Lötzelle
STEREMAT konzipiert induktive Lötarbeitsplätze und automatisierte Zellen, abgestimmt auf Bauteil, Lot und Taktzeit.
Lieferumfang
- Induktoren & Geometrie: Anwendungs- und bauteilspezifische Spulen; Mehrstellen-/Sonderinduktoren, Konzentratoren, optimierte Kühlung.
- Generatoren & Frequenztechnik: Passend zu Material, Lot und Prozessfenster; schnelle, lokal begrenzte Erwärmung mit MF- oder HF-Generatoren.
- Arbeitsplätze & Zellen: Handarbeitsplatz, Doppellötarbeitsplatz (Wechselbetrieb), Rundtisch- oder Roboterzelle für hohe Ausbringung.
- Lot- & Flussmittelhandling: Preforms, Draht, Paste; Dosierung, Positionierung und Flussmittelauftrag mit Prozessüberwachung.
- Schutzgas & Einhausung: Gekapselte Prozesse mit geregeltem Durchfluss; reproduzierbare Atmosphäre bei minimalem Verbrauch.
- Qualität & Dokumentation: Pyrometer/Kamera, Widerstands- und Dichtheitsprüfung; Traceability, Protokolle und CE Dokumentation.
Automation & Integration: Handling, SPS/CNC, OPC UA, Datenübergabe an MES/QS-Systeme, Fernwartung. - Retrofit & Modernisierung: Leistungs-/Steuerungs-Upgrades bestehender Lötstationen; Energie und Taktzeitoptimierung.
Ihre Vorteile
- Bedienerunabhängigkeit & Serienstabilität durch Rezepte, Sensorik und automatisierte Abläufe.
- Kurze Taktzeiten dank lokaler Erwärmung, optimierter Lotzuführung und reproduzierbarer Positionierung.
- Nahtlose Linienintegration inklusive Handling, Datenschnittstellen und Qualitätssicherung – auditfähig und skalierbar.
Typische Bauteile & Prozesse nach Branchen
Automotive & E-Mobility
- Wärmetauscher-/ Klimakomponenten: Cu-Rohre an Messing-Fittings, Verteiler, Rohrstutzen
- Sensorik/Abgas: Edelstahl-Sensorhülsen auf Rohre/Flansche (Ag-Hartlot)
- Leistungselektrik: Kupferschienen (Busbars) an Anschlussfahnen/Laschen, Ringkabelschuhe
Elektrotechnik & Energie
- Polspulenlöten: Kupferlitzen/-Spulen an Anschlussfahnen und Klemmbolzen
- Stator-/Generatorbau: Kupfer-Kupfer-Verbindungen an Sammelschienen, Lötösen, Anschlusslaschen
- Leistungsmodule: Cu-Kühlkörper an Gehäuse/Deckel, dicht und elektrisch leitfähig
Kälte-/Klimatechnik & Wärmepumpen (HVACR)
- Kapillarverbindungen: Cu-Rohre an Muffen/Fittings, Verteiler, Rohrböden von Wärmetauschern
- Sammler/Receiver: Anschlussstutzen, Serviceports, Rückschlagventile
- Dichtlötungen an Verdampfer-/Kondensatormodulen (reproduzierbare, porenarme Lötspiegel)
Werkzeug- & Hartstofftechnik
- Hartmetallbestückung: HM/PKD/PCBN-Platten auf Stahlträger (Fräser, Bohrwerkzeuge, Sägen)
- Bohrkronen/Zahnsitze: gleichmäßige Wärmeeinbringung zur Rissvermeidung
- Führungs- und Schneidleisten: Ni-/Ag-Lote für hochbelastete Fügeflächen
Maschinen- & Anlagenbau / Fluidtechnik
- Hydraulik-/Pneumatik-Baugruppen: eingelötete Rohrstutzen, Buchsen, Nippel in Gehäusen
- Sensor-/Thermofühlerhülsen: Edelstahlhülsen auf Leitungen/Behältern (dicht & sauber)
- Gehäusebau: Sichtfensterrahmen, Laschen, Anschlussstücke (präzise Kapillarfüllung)
Medizintechnik
- Instrumente: Edelstahl-Griff/Klingen-Verbindungen (Ag-Hartlöten, saubere Nahtbilder)
- Endoskopie: dünnwandige Hülsen, Rohr-auf-Rohr, Dichtverbindungen im Schutzgas
- Dental: kleine, hochpräzise Lötungen an Spitzen, Schäften, Steckern
So laufen Projekte mit STEREMAT
1. Verstehen, was Sie brauchen
Wir hören zu und sammeln Zeichnungen, Stückzahlen und Qualitätsziele.
Danach prüfen wir, ob und wie Induktion Ihr Problem besser löst als bestehende Verfahren.
2. Versuche und Prozessfenster
In der Anwendungstechnik testen wir Bauteile, Lote, Härtezonen oder Fügeaufgaben unter realistischen Bedingungen. So entstehen belastbare Prozessfenster, die später in Serie funktionieren.
3. Anlagenkonzept und Integration
Aus dem definierten Prozess entsteht das Maschinenkonzept mit Induktor, Generator, Mechanik und Handhabung. Schnittstellen zu Ihrer Linie oder Anlage planen wir von Anfang an mit.
4. Serie, Service und Weiterentwicklung
Wir begleiten Inbetriebnahme und Serienstart, schulen Ihr Team und unterstützen bei Optimierungen. Service, Retrofit und neue Bauteile bauen auf demselben dokumentierten Prozess auf.


Induktives Löten für Industrie & Serienfertigung
Downloads – Wissen & Technik auf einen Klick
Hier finden Sie eine kuratierte Auswahl an Unterlagen zu unseren Verfahren und Lösungen – von Leitfäden und Fallbeispielen bis zu Checklisten und technischen Hinweisen. Die Sammlung wird fortlaufend erweitert; verfügbare Dokumente stellen wir als PDF bereit.
Periodensystem für Induktion
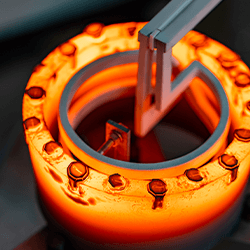
Schnelles und präzises Löten von Schlagbohrkronen
Induktives Löten von Ringbohrkronen – sicher und effizient
Unsere neuesten Beiträge
FAQs
Hier beantworten wir kurz und präzise die wichtigsten Fragen zum Thema induktives Löten.
Welche zentralen Herausforderungen bestehen bei der Automatisierung von Induktionshärteprozessen?
Welche zentralen Herausforderungen bestehen bei der Automatisierung von Induktionshärteprozessen?
Die Automatisierung von Induktionshärteprozessen erfordert die präzise Handhabung komplexer Bauteilgeometrien und eine zuverlässige Integration von Sensorik in einer thermisch belasteten Umgebung. Für eine stabile Prozessführung müssen Werkstückbewegung, Erwärmung und Abschreckung exakt synchronisiert werden. Zudem sind robuste Schnittstellen zu Leitsystemen und qualifiziertes Personal entscheidend für einen störungsfreien Betrieb.
Wie wirkt sich das induktive Fügeverfahren ökologisch im Vergleich zu konventionellen Verfahren aus?
Wie wirkt sich das induktive Fügeverfahren ökologisch im Vergleich zu konventionellen Verfahren aus?
Zentrale Sicherheitsaspekte sind der Schutz vor elektromagnetischen Feldern und der sichere Umgang mit erhitzten Werkstücken. Anlagen verfügen über Abschirmungen und Sicherheitsschalter, um Personal vor überhöhten Feldstärken zu schützen. Eine effektive Kühlung von Induktoren und Generatoren verhindert Überhitzung. Standardisierte Verfahren für das Handling heißer Materialien und Wartungsarbeiten sind obligatorisch.
Wie wirkt sich das induktive Fügeverfahren ökologisch im Vergleich zu konventionellen Verfahren aus?
Wie wirkt sich das induktive Fügeverfahren ökologisch im Vergleich zu konventionellen Verfahren aus?
Das induktive Fügeverfahren verursacht deutlich geringere Umweltauswirkungen als flammenbasierte oder ofengeheizte Verfahren. Es arbeitet ohne fossile Brennstoffe und erzeugt weder Verbrennungsgase noch Rußpartikel. Der präzise Energieeintrag reduziert Abwärme und senkt den Gesamtenergieverbrauch. Bei flussmittelfreien Anwendungen entfallen zudem schädliche Rückstände und die Notwendigkeit einer Abwasserbehandlung.
Welche Anforderungen stellt das induktive Löten von Aluminium?
Welche Anforderungen stellt das induktive Löten von Aluminium?
Das induktive Löten von Aluminium erfordert spezielle Lote und eine angepasste Prozessführung wegen der stabilen Oxidschicht und hohen Wärmeleitfähigkeit des Metalls. Flussmittel oder Schutzgase werden eingesetzt, um die Oxidschicht zu durchbrechen und eine gleichmäßige Benetzung zu erzielen. Eine schnelle Erwärmung begrenzt die Neubildung von Oxiden und reduziert den Wärmeeintrag in das Werkstück. Präzise Temperaturregelung ist notwendig, da die Schmelzpunkte von Lot und Grundmaterial dicht beieinander liegen und Überhitzung vermieden werden muss.
Warum gilt induktives Löten als präzisere und sicherere Alternative zum Flammlöten?
Warum gilt induktives Löten als präzisere und sicherere Alternative zum Flammlöten?
Induktives Löten ermöglicht eine kontrollierte, reproduzierbare Wärmeeinbringung ohne offene Flamme. Die berührungslose Erwärmung schützt Bauteile vor mechanischer und thermischer Belastung, verringert Verzug und vermeidet Anlauffarben. Da keine Brenngase erforderlich sind, entfallen Sicherheitsrisiken und zusätzliche Schutzmaßnahmen. Zudem erlaubt das Verfahren kürzere Taktzeiten und lässt sich leichter in automatisierte Fertigungslinien integrieren.
Welche technologischen Entwicklungen bestimmen die Zukunft der induktiven Löttechnik?
Welche technologischen Entwicklungen bestimmen die Zukunft der induktiven Löttechnik?
Die Weiterentwicklung der induktiven Löttechnik fokussiert auf den Einsatz von KI zur Prozessoptimierung und vorausschauenden Wartung. Fortschritte in Generator- und Spulentechnik erhöhen Präzision und Energieeffizienz, insbesondere bei komplexen Bauteilgeometrien. Neue Sensorik und Datenanalysetools verbessern die Echtzeitüberwachung und Dokumentation, was die Verarbeitung von Multimaterialverbunden und Hochleistungswerkstoffen unterstützt.
Welche Produktionsprobleme werden durch Induktionslöten in der Serienfertigung gelöst?
Welche Produktionsprobleme werden durch Induktionslöten in der Serienfertigung gelöst?
Induktionslöten behebt Schwankungen in der Lötqualität, reduziert Taktzeiten und senkt den Energieverbrauch. Durch präzise, lokal begrenzte Erwärmung verringert sich der Bauteilverzug, Nacharbeit wird minimiert. Die hohe Automatisierbarkeit und digitale Prozesssteuerung sichern gleichbleibende Qualität über große Stückzahlen und steigern die Effizienz bei geringeren Betriebskosten.
Wie schnell rechnet sich eine Investition in induktives Löten in der Industrie?
Wie schnell rechnet sich eine Investition in induktives Löten in der Industrie?
Die Amortisationszeit einer Induktionslötanlage beträgt in der Regel 1,5 bis 3 Jahre, je nach Anwendung und Automatisierungsgrad. Hohe Taktzahlen, geringere Nacharbeit und weniger Ausschuss beschleunigen die Kapitalrendite. Zusätzliche Einsparungen ergeben sich durch niedrigere Energiekosten pro Lötstelle im Vergleich zu Ofenprozessen und den reduzierten Einsatz von Flussmitteln bei Schutzgasanwendungen. Präzise Prozesssteuerung senkt den Materialverbrauch und verbessert die Produktqualität, was die Wirtschaftlichkeit weiter erhöht.
Sie haben noch weitere Fragen?
Fehlt Ihnen eine Information? Schreiben Sie uns – wir beantworten sie gerne und erweitern unseren FAQ-Bereich fortlaufend.